Реактивная печь своими руками чертежи и принцип работы: чертежи и принцип работы, для сада и дачи
Содержание
особенности конструкции длительного горения, размеры, чертежи и схемы работы
Практичное отопительное устройство, не уступающее по своим функциональным возможностям традиционной буржуйке – это ракетная печь. Ее востребованность заключается в высокой эффективности, экономичности, доступности конструкции и простоте изготовления. Собрать подобный агрегат в домашних условиях под силу даже начинающим мастерам.
Содержание статьи
- Что собой представляет печь-ракета?
- Принцип работы
- Достоинства и недостатки
- Конструкция
- Изготовление своими руками
- Как правильно топить ракету?
- Другие виды ракетных печей
- Печка-плита
- Печка с водяным контуром
- Печка с лежанкой
Что собой представляет печь-ракета?
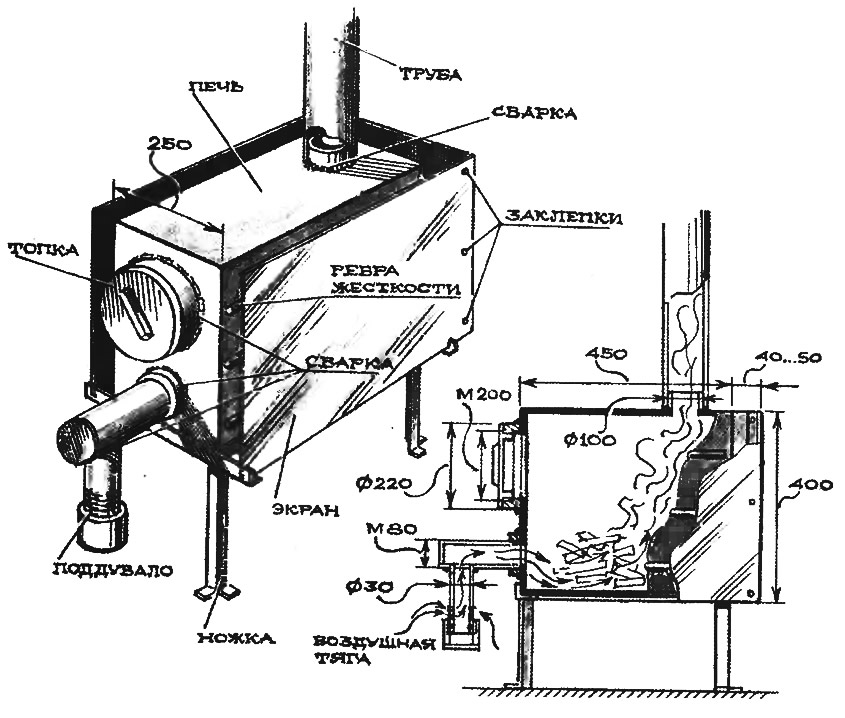
Реактивная печь получила свое оригинальное название благодаря особой конструкции корпуса – традиционная форма устройства выполняется из отрезов металлических труб, соединенных между собой сварным швом. Внешне она напоминает ракетную установку. Упрощенную модель печи можно собрать за несколько часов.
Внешне она напоминает ракетную установку. Упрощенную модель печи можно собрать за несколько часов.
Реактивным отопительный прибор становится в результате особенностей процесса горения топливного материала, когда в определенный момент работы при высокой подаче воздушной массы в топливную камеру печь начинает создавать мощное гудение и вибрацию.
Важно! Режим гудения ракетной печи характеризуется нерациональным расходом топлива в процессе его сгорания. Экономный режим нагрева обеспечивает тихую работу отопительного агрегата.
Принцип работы
Несмотря на то, что печь-ракета достаточно просто устроена, принцип ее действия основан на следующих процессах:
- Естественная циркуляция нагретых газов и воздуха внутри каналов. Это значит, что прибор не требует дополнительного поддува, а внутренняя тяга создается дымоотводной системой.
 Чем выше дымоход, тем сильнее тяга.
Чем выше дымоход, тем сильнее тяга. - Дожиг неотработанных газов (процесс пиролиза) осуществляется при незначительной подаче кислорода в топливную камеру. Он обеспечивает быстрое увеличение КПД устройства и эффективное расходование топливного материала в процессе сгорания.
 Чем выше дымоход, тем сильнее тяга.
Чем выше дымоход, тем сильнее тяга.Сам процесс топки печи осуществляется следующим образом:
- В топливный отсек закладываются дрова, и выполняется поджиг.
- Далее устанавливается стандартный режим работы печи, при котором осуществляется полный прогрев вертикальной части конструкции – дымоходной трубы.
- Достаточный разогрев корпуса печи обеспечивает воспламенение летучих веществ в дымоходе и разрежение воздуха в верхней его части.
- Естественная тяга возрастает, что приводит к притоку воздуха в топливный отсек и увеличению эффективности процесса горения.
- Для поддержания полного сгорания топливного материала печная конструкция должна быть оснащена специальной зоной для дожига пиролизных газов.

Простой вариант ракетной печи из профильной трубы предназначается для приготовления и разогрева пищи, а также для обогрева садовых домиков, дач и походных бань.
Достоинства и недостатки
Печь-ракета длительного горения приобрела особую популярность и востребованность благодаря своим положительным характеристикам:
- Доступная конструкция и легкая сборка. Самый простой вариант печи можно изготовить в домашних условиях из доступных материалов за несколько часов.
- Эффективная теплопередача с использованием различного типа древесного топлива – дров, щепы, веток, коры и стружки.
- Широкий функционал. Возможность использования устройства для обогрева помещений, приготовления пищи и подогрева воды.
- Полное сгорание топлива с возможностью дожига пиролизных газов. Это позволяет повысить КПД и при этом избежать отравления угарным газом.
- Возможность повторной закладки топлива, не прерывая рабочий процесс.
- Отсутствие необходимости в создании принудительной тяги в дымоотводной системе. Высокий уровень саморегуляции рабочих режимов прибора.
 Высокий уровень саморегуляции рабочих режимов прибора.
Высокий уровень саморегуляции рабочих режимов прибора.Эргономичная печь может быть установлена в любом помещении, а облегченные конструкции не требуют дополнительного обустройства усиленного фундамента.
Несмотря на существенные плюсы, подобный агрегат не лишен некоторых недостатков:
- Отсутствие возможности автоматизации процесса топки. Самодельные печи требуют постоянного контроля над закладкой топливного материала со стороны человека.
- Высокая вероятность получения ожогов при существенном нагреве металлической конструкции.
- Устройство не предназначено для обогрева жилых домов большой площади и стационарных банных комплексов.
- Конструкция печи предусматривает использование хорошо просушенного топлива, поскольку излишек влаги может привести к обратной тяге в дымоходе.
- Неэстетичный внешний вид готового устройства.
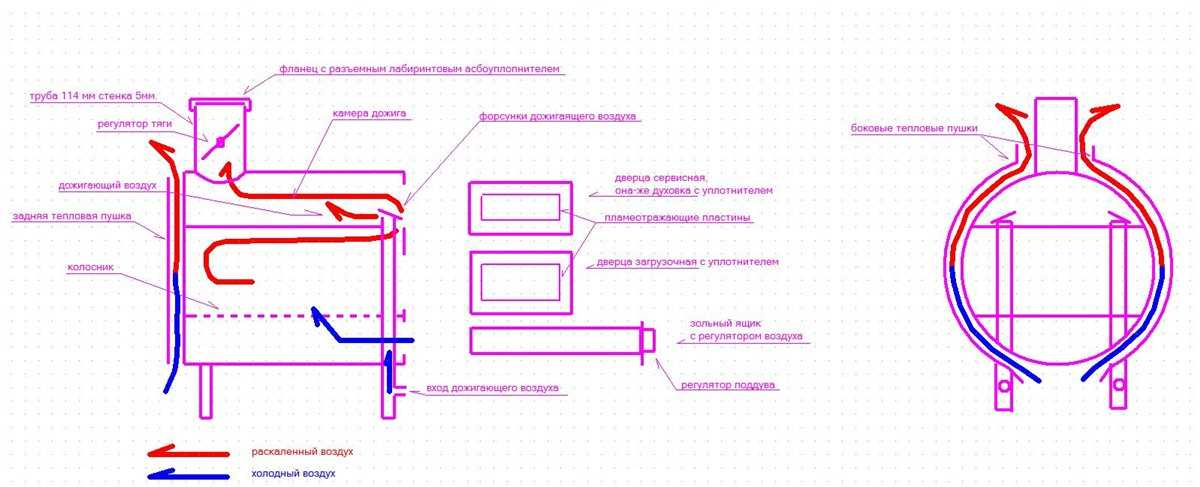
Конструкция
Печка ракетного типа представлена достаточно простой конструкцией, которая изготавливается из труб требуемого диаметра.
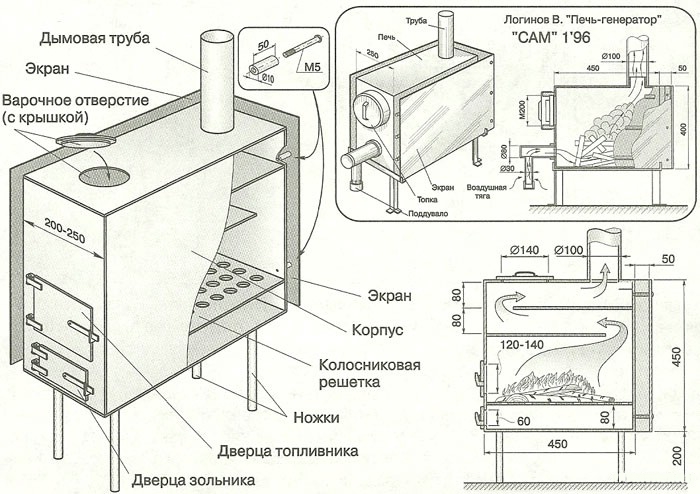
Топливной камерой является горизонтальный отрез трубы, в который выполняется закладка топлива. В некоторых случаях печь может иметь вертикальный вариант загрузки. В этом случае прибор состоит из трех конструктивных элементов – двух вертикальных труб различной высоты, смонтированных на горизонтальную трубу. Короткий отрез трубы является топливным отсеком, длинный отрез – дымоходом.
Чтобы обеспечить повышение КПД, ракетные печи могут иметь дополнительные элементы конструкции:
- Топливный отсек (вертикальное или горизонтальное положение) – для загрузки топлива.
- Камера дожига (горизонтальная) – для сгорания топлива и аккумуляции тепловой энергии.
- Поддувальный отсек – для дожига пиролизных газов, которые образуются при сгорании топлива.
- Наружный корпус печи – для теплоизоляции конструкции.
- Лежанка – площадка для отдыха в положении лежа или сидя.
- Дымоходная труба – для вывода продуктов сгорания топлива и создания естественной тяги.
- Варочная поверхность – горизонтальная площадка для приготовления пищи или подогрева воды.

Изготовление своими руками
Самодельная печь из отработанного газового баллона – доступный вариант дровяной печи, которая предусмотрена для эффективного обогрева помещений и экономного расхода топлива.
Чтобы сделать печь в домашних условиях, потребуется:
- Пустой корпус баллона – 2 шт.
- Металлическая труба для создания вертикального дымоходного канала (диаметр – 12 см).
- Профильная труба для изготовления топливника и загрузочной камеры (длина 100 см, сечение – 12×12 см).
- Отрезы металлических труб: короткий на 80 см (диаметр – 15 см) и длинный на 150 см (диаметр – 12 см).
- Стальной лист (толщина 3 мм).
- Металлические прутья.
- Утепляющий жаростойкий материал (перлит).
- Сварочное оборудование.
- Болгарка.
- Средства персональной защиты – очки и перчатки.

Чтобы обеспечить правильную сборку печи, рекомендуется подготовить рабочий чертёж с указанием точных размеров всех конструктивных элементов устройства.
Пошаговая инструкция по изготовлению ракетной печи:
- Из профильной трубы отрезается три отрезка – два из них по 30 см и один для лежака на 35 см. Из заготовки для лежака болгаркой проделываются прямоугольное отверстие для топливного отсека и полукруг для вертикальной трубы.
- Одна 30-сантиметровая заготовка разрезается продольно и приваривается к топливному отсеку для создания воздушного канала.
- Топливный отсек соединяется с трубой горячей сваркой.
- Из арматуры изготавливается колосник, для топливной камеры и зольника – дверки.
- Далее изготавливается вторичная камера для дожига пиролизных газов.
- Внизу баллона проделывается отверстие под топливный отсек. С наружной стороны баллона фиксируется колено под трубу диаметром 12 см для дымохода.
- Внизу трубы вырезается отверстие для очистки дымохода.
- Сверху на трубу насаживается отрезок трубы диаметром 15 см и приваривается сваркой к баллону.
- Свободное пространство между двумя трубами заполняется утеплителем, края закрываются сварным швом.
- Во втором баллоне отрезается днище и заваривается отверстие под вентиль. Он будет использован для дожига пиролизных газов.
- Оба баллона фиксируются друг с другом в специальный паз при помощи двух сварных колец так, чтобы обеспечить герметичность готовой конструкции. Паз уплотняется шнуром из асбеста.
Важно! Прежде чем приступить к топке самодельной ракетной печи, необходимо тщательно проверить качество соединительных швов и герметичность конструкции. В работающую установку не должны бесконтрольно проникать воздушные массы.
Как правильно топить ракету?
Для получения максимального эффекта отопления перед основной закладкой топливного материала печь ракетного типа следует тщательно разогреть. Для этого используются легковоспламеняющиеся материалы: бумага, щепа, сухая стружка, опилки, картон, камыш или солома, которые укладываются в открытый поддувальный отсек.
Для этого используются легковоспламеняющиеся материалы: бумага, щепа, сухая стружка, опилки, картон, камыш или солома, которые укладываются в открытый поддувальный отсек.
Прогрев системы приведет к появлению характерного звука – тихого или громкого гудения. Далее в прогретый прибор осуществляется закладка основного топлива для получения необходимого количества тепловой энергии.
Сам процесс топки выполняется по следующей схеме:
- Открытие дверки в поддувальный отсек.
- Закладка топливного материала для поддержания оптимальной температуры горения.
- С появлением гула в печи поддувало закрывается до момента полного перехода в беззвучный режим работы.
Важно! Если закрытая воздушная задвижка привела к снижению интенсивности пламени, ее необходимо открыть, чтобы повысить тягу и усилить процесс горения топлива.

Другие виды ракетных печей
На основе базовой конструкции ракетной печи были созданы другие варианты отопительных устройств с более высоким КПД, которые предназначены для уличного использования и внутренней эксплуатации в качестве источника отопления и горячего водоснабжения.
Печка-плита
Прибор предназначен для приготовления пищи и зимней консервации, оборудован расширенной варочной поверхностью, рассчитанной на несколько емкостей.
Отличительной характеристикой ракетной плиты является то, что вертикальный канал с топливной камерой расположен в нижней части варочной поверхности. В этом случае горячий воздух из топки быстро нагревает поверхность, а чтобы плита как можно дольше оставалась горячей, топливные газы скапливаются внутри горизонтального канала. Остатки газовой смеси выводятся в вертикальный дымовой канал, соединенный углом с варочной поверхностью.
Для удобства эксплуатации печь оснащается устойчивыми опорами, поэтому ее легко можно использовать на любой поверхности как внутри помещений, так и на открытом воздухе.
Печка с водяным контуром
Подобный агрегат оборудован теплообменником, который соединен с отопительной системой: радиаторами, трубами и водяным баком. Он предназначен для создания полноценной системы автономного отопления для небольшого садового или дачного домика.
Конструктивно печка состоит из таких функциональных элементов:
- Вертикальный топливный отсек и жаровой канал из кирпича выкладываются на прочное бетонное основание. В нижней части конструкции имеется зольник с дверкой для удаления золы.
- Вертикальный стальной канал с теплоизоляционной прокладкой, защищенный наружным металлическим кожухом.
- Теплообменный узел с водяным контуром, установленный на металлический кожух.
Отличительной особенностью печи является создание водяной рубашки, когда по трубам вместо воздуха циркулирует жидкий теплоноситель, обеспечивающий эффективный обогрев помещений.
Печка с лежанкой
Другой вариант применения реактивной печи в быту – это обустройство удобной конструкции со специальной площадкой для отдыха в сидячем или лежачем положении.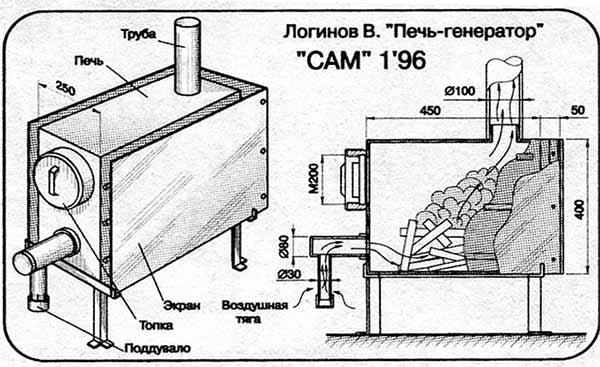 Лежанка может иметь различную форму исполнения – топчан, широкая кровать, компактный диван, скамейка.
Лежанка может иметь различную форму исполнения – топчан, широкая кровать, компактный диван, скамейка.
Для изготовления лежанки используются кирпич, бутовый камень, глиняная масса с опилками. Высокая теплоемкость материалов способствует аккумуляции тепловой энергии длительное время, благодаря чему подобную печь рекомендуется устанавливать в жилых комнатах.
По типу используемого материала для изготовления конструкции ракетные печи бывают:
- Глиняно-кирпичные. Хорошая теплоемкость кирпича и шамотной глины способствует тому, что подобные конструкции хорошо накапливают и выделяют тепло в помещение. Температурный режим горения топлива в подобных печах может достигать 1000 градусов. Глиняно-кирпичные агрегаты требуют минимального технического обслуживания, которое заключается в периодической обмазке корпуса глиной и устранении трещин.
- Металлические. Подобные устройства изготавливаются из металлических бочек, газовых баллонов, огнетушителей, труб и листовой стали. Доступность материалов позволяет получить надежный и эффективный отопительный агрегат. Особой популярностью пользуются походные металлические печи – «Робинзон», «Огниво» или «Тайга». Они отличаются компактными размерами, возможностью установки в любом доступном месте и простотой эксплуатации.
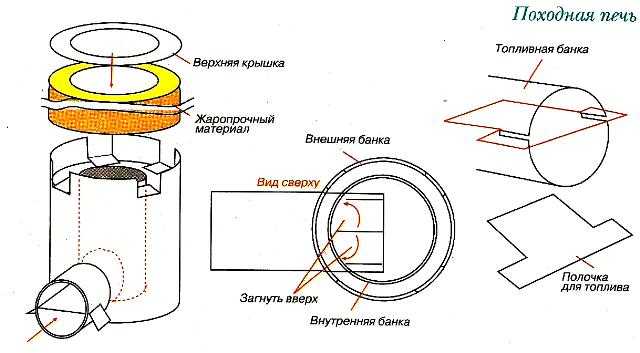
- Из подручных материалов. Упрощенные конструкции ракетных печей можно изготовить из самых дешевых и доступных материалов: консервных банок, стальных ведер и прочих емкостей. Маломощные печки можно использовать для быстрого подогрева воды в полевых условиях.
 Доступность материалов позволяет получить надежный и эффективный отопительный агрегат. Особой популярностью пользуются походные металлические печи – «Робинзон», «Огниво» или «Тайга». Они отличаются компактными размерами, возможностью установки в любом доступном месте и простотой эксплуатации.
Доступность материалов позволяет получить надежный и эффективный отопительный агрегат. Особой популярностью пользуются походные металлические печи – «Робинзон», «Огниво» или «Тайга». Они отличаются компактными размерами, возможностью установки в любом доступном месте и простотой эксплуатации.Мобильная печь – практичный и дешевый вариант для туристических походов и отдыха на природе, который предусмотрен для экономного расхода топлива и удобства эксплуатации в любых климатических условиях.
Стационарная печь – эффективный и безопасный вариант для обогрева небольших площадей, организации горячего водоснабжения и приготовления пищи.
При всех своих достоинствах реактивная конструкция печи, изготовленная своими руками, не подходит в качестве полноценного источника тепла для отопления жилого дома. А вот использовать технические возможности устройства для решения повседневных задач вполне приемлемо.
А вот использовать технические возможности устройства для решения повседневных задач вполне приемлемо.
как выглядит конструкция, ее преимущества, чертежи + пошаговая схема сборки
Ракетная печь, сделанная своими руками, чертежи и пошаговое изготовление которой представлены в этой статье, является одним из наиболее удачных решений для обогрева дачного домика или летней кухни. Популярность самодельного обогревательного прибора обусловлена незначительным расходом топлива.
Содержание
- 1 Особенности конструкции
- 2 Видео «Походная реактивная печь»
- 3 Разновидности
- 4 Как сделать
- 4.1 Походная
- 4.2 Стационарная
- 5 Как правильно топить
Особенности конструкции
Ракетная, или реактивная печь бывает походного и стационарного видов. Переносная конструкция используется преимущественно в походных условиях для нагрева воды и приготовления пищи. Внешне агрегат напоминает перевернутую Г-образную трубу. Работает такая печь на энергии естественного потока поднимающихся продуктов горения. По такому же принципу действуют простые пиролизные печки.
Работает такая печь на энергии естественного потока поднимающихся продуктов горения. По такому же принципу действуют простые пиролизные печки.
Стационарная печь-ракета – идеальное решение для отопления небольшого дачного домика, летней кухни или хозяйственных пристроек. Устройство такой конструкции имеет схожесть с пиролизным котлом длительного горения. При тлении топлива начинают выделяться пиролизные газы, которые под давлением выталкиваются в колпак и быстро нагревают печь. Постепенно раскаленные продукты сжигания охлаждаются, опускаются в газоход и попадают в дымоходный канал.
Свое название теплогенератор получил за внешнее сходство с перевернутой космической ракетой. В процессе нагрева агрегат издает громкий гудящий звук, который напоминает характерный для ракеты рев.
К преимуществам реактивной печи длительного горения относят:
- примитивность конструкции и возможность изготовления своими руками;
- небольшой расход строительных или подручных материалов;
- отсутствие сложностей с уходом и обслуживанием;
- высокий коэффициент полезного действия;
- быстрый нагрев;
- возможность контроля расхода топлива во время работы;
- саморегуляция работы печки.
Несмотря на множество положительных характеристик, печь-ракета имеет ряд недостатков:
- частая загрузка топливного материала;
- отсутствие автоматики требует постоянного присутствия человека;
- сильный нагрев металлического колпака;
- небезопасность использования в помещениях с детьми.
Стоит отметить, что печь-ракета непригодна для отопления бани или сауны. Теплогенератор дает незначительное количество тепла в инфракрасном диапазоне. Использовать дополненную лежанкой стационарную конструкцию можно в зоне отдыха банного комплекса.
Видео «Походная реактивная печь»
В этом видеосюжете представлен пошаговый мастер-класс по изготовлению самодельной печки, которая пригодится как на даче, так и на пикнике.
Разновидности
Популярность самодельных отопительных приборов стремительно растет.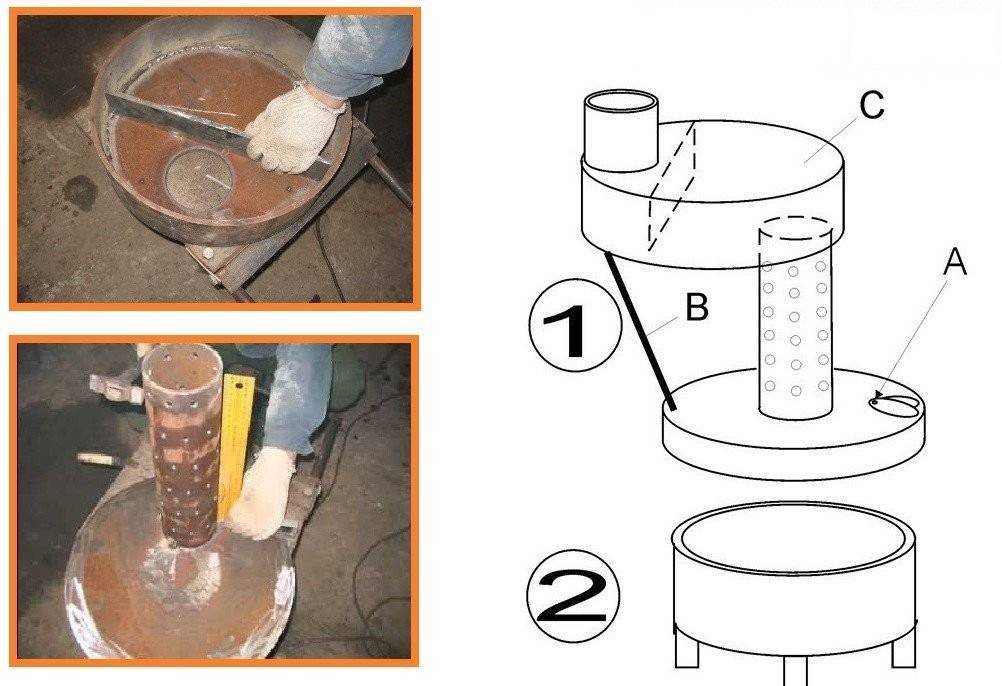 Большим интересом среди дачников пользуются простые в изготовлении конструкции, которые не требуют много топливного материала. Итак, на сегодняшний день разработаны и опробованы в действии видоизмененные ракетные печи. Например, печь с варочной поверхностью позволяет одновременно готовить несколько блюд. Такая конструкция пользуется большой популярностью у дачников в период переработки собранного урожая на зимние заготовки.
Большим интересом среди дачников пользуются простые в изготовлении конструкции, которые не требуют много топливного материала. Итак, на сегодняшний день разработаны и опробованы в действии видоизмененные ракетные печи. Например, печь с варочной поверхностью позволяет одновременно готовить несколько блюд. Такая конструкция пользуется большой популярностью у дачников в период переработки собранного урожая на зимние заготовки.
Походная печь-ракета отличается легким удельным весом и легкостью сборки. Мобильная конструкция незаменима в походах и частых выездах на природу. С помощью переносной печки, которую в народе называют походной, можно варить супы, готовить каши и даже жарить мясо.
Теплогенератор с водяным контуром подходит для обогрева небольшого частного коттеджа, дачного домика или летней кухни. Основное преимущество печки с водяным контуром – существенная экономия расходов на обогрев помещения и подогрев воды. Отопительный прибор работает автономно, не требуя подключения к электрическим сетям.
Еще одним интересным вариантом для отопления дома является самодельная печь с лежанкой. Массивную печь-ракету с отапливаемой лежанкой можно использовать в качестве кровати либо дивана. Такой «предмет мебели» подойдет для дневного сна или даже ночного отдыха. Лежанку выкладывают из кирпича и глиняной массы.
Как сделать
Ракетную печь можно сделать самостоятельно. Сначала нужно нарисовать эскиз будущей конструкции и проставить на чертеже размеры печки. Наличие проекта экономит время и помогает избежать множества типичных ошибок начинающих мастеров.
Походная
Переносную печь-ракету можно сделать из профильной трубы либо старого газового баллона. В процессе работы понадобятся следующие материалы:
- отрезок профильной трубы сечением 160х160 мм – 30 см;
- отрезок профильной трубы сечением 120х120 мм – 50 см;
- металлические листы (5 мм) размерами 150х150, 160х160 и 200х300 мм;
- металлические прутья для изготовления колосников.
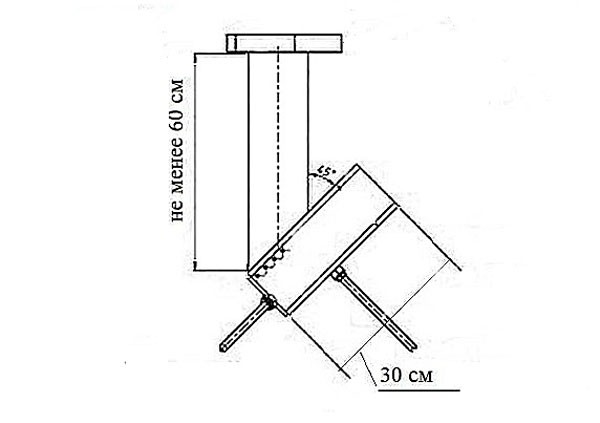
С помощью болгарки вырезают из профильных труб топку и дымоход. Эти два элемента соединяют между собой под углом 45°. Из металлических прутьев изготавливают колосники, которые приваривают к нижней части топки. Между топкой и поддувалом устанавливают разделяющую пластину.
Из металлического листа толщиной 5 мм делают заслонку на центральное отверстие топки. С помощью заслонки можно регулировать интенсивность пламени в печке. На последнем этапе выполняется окрашивание готовой конструкции термостойкой краской по металлу.
Стационарная
Ракетная печь стационарного типа состоит из трех основных элементов:
- Печь-ракета.
- Топочное отделение.
- Лежанка.
Чтобы конструкция получилась прочной и устойчивой, выкапывают небольшой котлован. Дно ямы выкладывают красным огнеупорным кирпичом. При кладке второго ряда кирпича формируют внутренние дымоотводные выходы и устанавливают дверцы поддувальной и очистной камер. Затем выполняют кладку кирпичом камеры сгорания, вертикального канала и бункера для закладки топливного материала.
Когда раствор засохнет, на вертикальный канал устанавливают металлическую трубу либо бочку диаметром 450 мм. Стенки печки и лежанки закрывают огнеупорным кирпичом и замазывают глиняной массой.
Как правильно топить
Перед закладкой основного топлива рекомендуется разогреть печку. В топку закладывают и поджигают опилки, сухую стружку либо бумагу. Когда огниво разгорится, система начнет издавать другой тональности звук. Теперь можно закладывать любой имеющийся в доме или под рукой твердотопливный материал.
Ракетная печь длительного горения может работать на дровах, плотно утрамбованных опилках, сухих мелких ветках и древесных пеллетах.
Пока топливо не начнет гореть, дверцу топки не закрывают. Как только пламя станет более интенсивным, заслонку можно прикрыть. В процессе горения печь может издавать звуки разной тональности. Если звук меняется резко или слишком часто, стоит проверить, не захлопнулась ли воздушная заслонка.
В сравнении с другими теплогенераторами печь-ракета привлекает простотой устройства и дешевизной обслуживания. Единственным недостатком, который может отталкивать, считается эстетическая непривлекательность конструкции. Сделать походную модель более интересной можно путем окрашивания поверхности термостойкой краской. Стационарную печь рекомендуется обложить красным огнеупорным кирпичом либо натуральным камнем.
Страница не найдена | Запчасти Город
Похоже, в вашем браузере отключен JavaScript. В вашем браузере должен быть включен JavaScript, чтобы использовать функциональные возможности веб-сайта
.
Слой 1Слой 1Монтажная область 2, копия 5клонМонтажная область 2, копия 6Монтажная область 2, копия 7Монтажная область 2, копия 4
Перейти к содержимомуПерейти к навигации
Привет, добро пожаловать в Parts Town!
Parts Town и 3Wire объединили усилия и объединились с IPC, объединив команду, которую вы знаете, с самым большим ассортиментом в отрасли и передовыми технологиями, чтобы предоставить вам абсолютно лучший опыт. Все выглядит немного по-другому, это правда, но вы действительно находитесь в правильном месте.
Привет, добро пожаловать в Город Запчастей!
Parts Town и 3Wire объединили усилия и объединились с NDCP, объединив команду, которую вы знаете, с самым большим ассортиментом в отрасли и передовыми технологиями, чтобы предоставить вам абсолютно лучший опыт. Все выглядит немного по-другому, это правда, но вы действительно находитесь в правильном месте.
Привет, добро пожаловать в Parts Town!
Parts Town и 3Wire объединили свои усилия и объединились с SMS, объединив команду, которую вы знаете, с самым большим ассортиментом в отрасли и передовыми технологиями, чтобы предоставить вам абсолютно лучший опыт. Все выглядит немного по-другому, это правда, но вы действительно находитесь в правильном месте.
Привет!
RSCS и Parts Town объединили усилия, объединив команду, которую вы знаете, с самым большим ассортиментом в отрасли и передовыми технологиями, чтобы предоставить вам абсолютно лучший опыт. Все выглядит немного по-другому, это правда, но вы действительно находитесь в правильном месте.
Привет, добро пожаловать в Parts Town!
Parts Town и 3Wire Foodservice объединили усилия. Теперь вы будете работать с отличной командой, которую вы знаете, имея при этом доступ к крупнейшему в отрасли инвентарю и передовым технологиям. Все выглядит немного по-другому, это правда, но вы действительно находитесь в правильном месте.
Что вы можете ожидать:
- Самые доступные запчасти на планете — все OEM, всегда
- Отличные технологии, облегчающие поиск и покупку запчастей, включая поиск серийных номеров, PartSPIN® и Smart Manuals, можно найти на сайте partstown.com и в нашем ведущем в отрасли мобильном приложении
- Исключительное качество обслуживания клиентов от команды, которую вы знаете и которой доверяете, благодаря каждому электронному письму, живому чату, текстовому или телефонному звонку, предоставляемому дружелюбной и знающей командой
- В более позднее время, чем кто-либо остальное — предлагает поддержку и отгрузку всех заказов в наличии до 9PM ET
What You Can Expect:
- Always
Genuine OEM - The Most In-Stock
Parts on the Planet - Breakthrough
Innovations - Exceptional
Customer Experience - Same Day
Shipping
Готовы начать? Пошли!
Ищете запчасти для оборудования для производства напитков?
Marmon Link — это новый магазин оригинальных запасных частей OEM для семейства производителей оборудования Marmon. Найдите детали и аксессуары для дозаторов напитков, а также детали для устройств Cornelius, Prince Castle, Silver King, Angelo Po и Sabre King.
Здравствуйте,
Авторизоваться
или же
регистр
Купить по:
Бренд
категория
Отслеживать свой заказ
Поиск по серийному номеру
Заказ нескольких SKU
Запчасти Город:
Кто мы
Нужна помощь?
Мои предпочтения:
Страна и валюта
Почтовый индекс
Язык
Английский
и
Главное меню
Магазин Все
Главное меню
Магазин Все
Главное меню
Главное меню
Кто мы
Главное меню
Нужна помощь?
Служба поддержки клиентов
Если у вас есть какие-либо вопросы или вам нужна помощь с вашей учетной записью, вы можете связаться с нами, чтобы помочь вам.
800.438.8898
Живой чат
С понедельника по пятницу, с 8:00 до 21:00 по восточному времени
Подписывайтесь на нас
Главное меню
Страна и валюта
Главное меню
Мое местоположение
Давайте работать вместе, чтобы доставлять вам настоящие запчасти быстрее — пожалуйста, введите свой почтовый индекс для более персонализированного опыта!
Почтовый индекс
См. местный перечень
В пределах 30 миль
В радиусе 50 миль
В радиусе 100 миль
Что-то пошло не так. Пожалуйста, попробуйте еще раз.
Главное меню
Язык
Английский
испанский
французский
Ошибка 404
Не можете найти то, что ищете? Позвольте одному из наших специалистов по запчастям помочь.
Напишите нам по адресу [email protected] или позвоните по телефону 800. 438.8898.
438.8898.
Перейти на домашнюю страницу
С «Запчастями в городе» вы можете быстрее получить настоящие детали — фактически, уже сегодня. Вы в? Укажите свое местоположение и ищите логотип Parts In Town, чтобы получать настоящие запчасти еще быстрее.
Почтовый индекс
См. местный перечень
В пределах 30 миль
В радиусе 50 миль
В пределах 100 миль
Что-то пошло не так. Пожалуйста, попробуйте еще раз.
Всякий раз, когда вы видите
Вы можете быть уверены, что деталь всегда будет на складе и будет готова к отправке в тот же день, или доставка будет бесплатной для вашего заказа.
Всегда в наличии Бесплатная доставка по отложенным заказам распространяется только на отправления UPS Ground. За исключением международных заказов, грузовых заказов UPS, сборных отправлений, заводских заказов на прямые поставки и полных заказов.
Информация о программе может быть изменена в любое время.
Мы используем файлы cookie, чтобы обеспечить вам удобство работы в Интернете. Все любят печенье! Ладно, это не то печенье, но все равно вкусно.
Узнать больше
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
3D-печать или аддитивное производство — это процесс создания трехмерных твердых объектов из цифрового файла.
Создание 3D-печатного объекта достигается с помощью аддитивных процессов. В аддитивном процессе объект создается путем укладки последовательных слоев материала до тех пор, пока объект не будет создан. Каждый из этих слоев можно рассматривать как тонко нарезанный поперечный разрез объекта.
3D-печать — это противоположность субтрактивному производству, при котором вырезается / выдалбливается кусок металла или пластика, например, на фрезерном станке.
3D-печать позволяет создавать сложные формы с использованием меньшего количества материала, чем традиционные методы производства.
Содержание
- Как работает 3D-печать?
- Промышленность 3D-печати
- Примеры 3D-печати
- Технологии и процессы 3D-печати
- Материалы
- Услуги
Перейти к интересующей вас области:
- Быстрое прототипирование и производство
- Автомобилестроение
- Авиация
- Строительство
- Потребительские товары
- Здравоохранение
- Еда
- Образование
Перейти к процессу:
- Все технологии и процессы
- Ванная фотополимеризация
- Струйная обработка материала
- Струя связующего
- Экструзионный материал
- Порошковая кровать Fusion
- Листовое ламинирование
- Направленное выделение энергии
Как работает 3D-печать?
Все начинается с 3D-модели. Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Программное обеспечение для 3D
Доступно множество различных программных инструментов. От промышленного класса до открытого. Мы создали обзор на нашей странице программного обеспечения для 3D.
Мы часто рекомендуем новичкам начать с Tinkercad. Tinkercad бесплатен и работает в вашем браузере, вам не нужно устанавливать его на свой компьютер. Tinkercad предлагает уроки для начинающих и имеет встроенную функцию экспорта вашей модели в виде файла для печати, например .STL или .OBJ.
Теперь, когда у вас есть файл для печати, следующим шагом будет подготовка его для вашего 3D-принтера. Это называется нарезкой.
Нарезка: от файла для печати до 3D-принтера
Нарезка в основном означает нарезку 3D-модели на сотни или тысячи слоев и выполняется с помощью программного обеспечения для нарезки.
Когда ваш файл нарезан, он готов для вашего 3D-принтера. Подача файла на ваш принтер может осуществляться через USB, SD или Wi-Fi.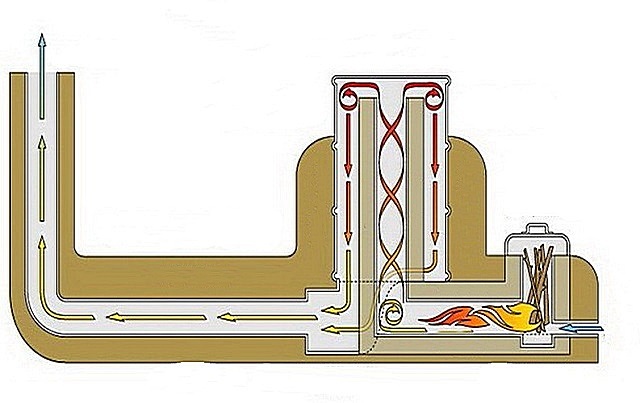 Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Промышленность 3D-печати
Внедрение 3D-печати достигло критической массы, поскольку те, кому еще предстоит интегрировать аддитивное производство где-то в свою цепочку поставок, теперь составляют постоянно сокращающееся меньшинство. Если на ранних этапах 3D-печать подходила только для прототипирования и разового производства, то сейчас она быстро превращается в производственную технологию.
Большая часть текущего спроса на 3D-печать носит промышленный характер. Acumen Research and Consulting прогнозирует, что к 2026 году мировой рынок 3D-печати достигнет 41 миллиарда долларов9.0003
По мере своего развития технологии 3D-печати суждено преобразовать почти все основные отрасли и изменить то, как мы живем, работаем и играем в будущем.
Примеры 3D-печати
3D-печать включает в себя множество форм технологий и материалов, поскольку 3D-печать используется практически во всех отраслях, о которых вы только могли подумать.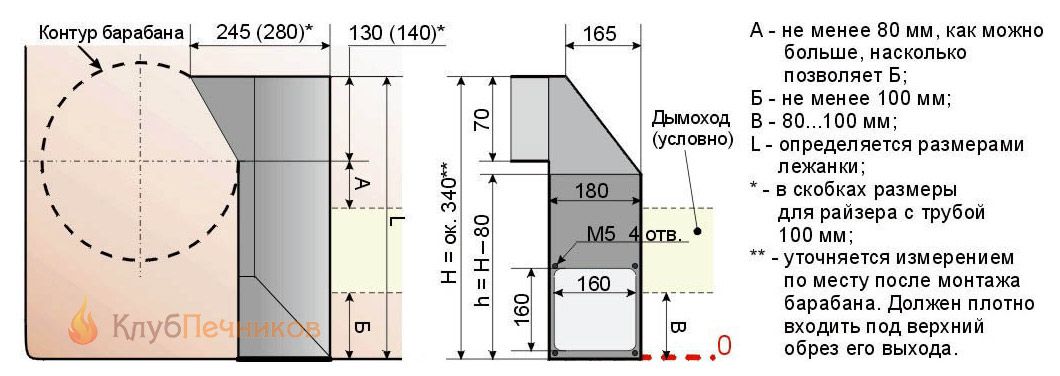 Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Несколько примеров:
- – товары народного потребления (очки, обувь, дизайн, мебель)
- – промышленные товары (производственные инструменты, прототипы, функциональные детали конечного использования)
- – стоматологические изделия
- – протезы
- – архитектурные масштабные модели и макеты
- – реконструкция окаменелостей
- – воспроизведение древних артефактов
- – реконструкция доказательств в судебной патологии
- – реквизит для кино
Быстрое прототипирование и быстрое производство
С конца семидесятых годов компании используют 3D-принтеры в процессе проектирования для создания прототипов. Использование 3D-принтеров для этих целей называется быстрое прототипирование .
Зачем использовать 3D-принтеры для быстрого прототипирования?
Короче говоря, это быстро и относительно дешево. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
Помимо быстрого прототипирования, 3D-печать также используется для быстрого производства . Быстрое производство — это новый метод производства, при котором предприятия используют 3D-принтеры для мелкосерийного производства по индивидуальному заказу.
Автомобилестроение
Производители автомобилей давно используют 3D-печать. Автомобильные компании печатают запасные части, инструменты, приспособления и приспособления, а также детали для конечного использования. 3D-печать позволила производить продукцию по требованию, что привело к снижению складских запасов и сокращению циклов проектирования и производства.
Автолюбители во всем мире используют 3D-печатные детали для восстановления старых автомобилей. Одним из таких примеров является то, что австралийские инженеры напечатали детали, чтобы вернуть к жизни Delage Type-C.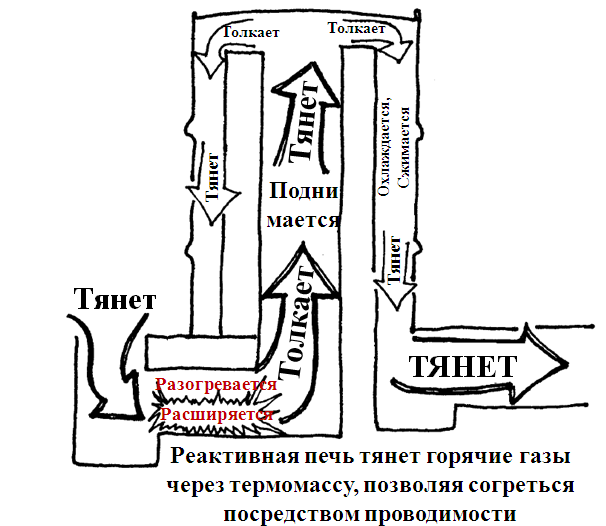 При этом им приходилось печатать детали, которые десятилетиями не производились.
При этом им приходилось печатать детали, которые десятилетиями не производились.
Авиация
В авиационной промышленности 3D-печать используется по-разному. Следующий пример знаменует собой важную веху в производстве 3D-печати: GE Aviation напечатала на 3D-принтере 30 000 кобальт-хромовых топливных форсунок для своих авиационных двигателей LEAP. Они достигли этого рубежа в октябре 2018 года, и, учитывая, что они производят 600 штук в неделю на сорока 3D-принтерах, это, вероятно, намного больше, чем сейчас.
Около двадцати отдельных деталей, которые ранее приходилось сваривать вместе, были объединены в один компонент, напечатанный на 3D-принтере, который весит на 25% меньше и в пять раз прочнее. Двигатель LEAP является самым продаваемым двигателем в аэрокосмической отрасли из-за его высокого уровня эффективности, а GE экономит 3 миллиона долларов на самолете за счет 3D-печати топливных форсунок, поэтому эта единственная напечатанная на 3D-принтере деталь приносит финансовую выгоду в сотни миллионов долларов.
Топливные форсунки GE также использовались в Boeing 787 Dreamliner, но это не единственная напечатанная на 3D-принтере деталь в 787-м. компания Norsk Titanium. Norsk решила специализироваться на титане, потому что он имеет очень высокое отношение прочности к весу и довольно дорог, а это означает, что сокращение отходов, обеспечиваемое 3D-печатью, имеет более значительный финансовый эффект, чем по сравнению с более дешевыми металлами, где затраты на отходы материала легче усваивается. Вместо спекания металлического порошка с помощью лазера, как в большинстве металлических 3D-принтеров, Norsk Merke 4 использует плазменную дугу для плавления металлической проволоки в процессе, называемом быстрым плазменным осаждением (форма направленного энергетического осаждения), который может наносить до 10 кг титана. в час. Для изготовления титановой детали весом 2 кг обычно требуется 30-килограммовый блок титана, что приводит к образованию 28 кг отходов, но для 3D-печати той же детали требуется всего 6 кг титановой проволоки.
в час. Для изготовления титановой детали весом 2 кг обычно требуется 30-килограммовый блок титана, что приводит к образованию 28 кг отходов, но для 3D-печати той же детали требуется всего 6 кг титановой проволоки.
Строительство
Можно ли напечатать здание? — да. 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
Большинство историй о печати бетона, которые мы рассматриваем на этом веб-сайте, посвящены крупномасштабным системам печати бетоном с довольно большими соплами для большой скорости потока. Он отлично подходит для укладки слоев бетона довольно быстро и с повторяемостью. Но для действительно сложной бетонной работы, в которой в полной мере используются возможности 3D-печати, требуется что-то более гибкое и с более тонким прикосновением.
Потребительские товары
Когда мы впервые начали вести блог о 3D-печати в 2011 году, 3D-печать не была готова для использования в качестве метода производства в больших объемах.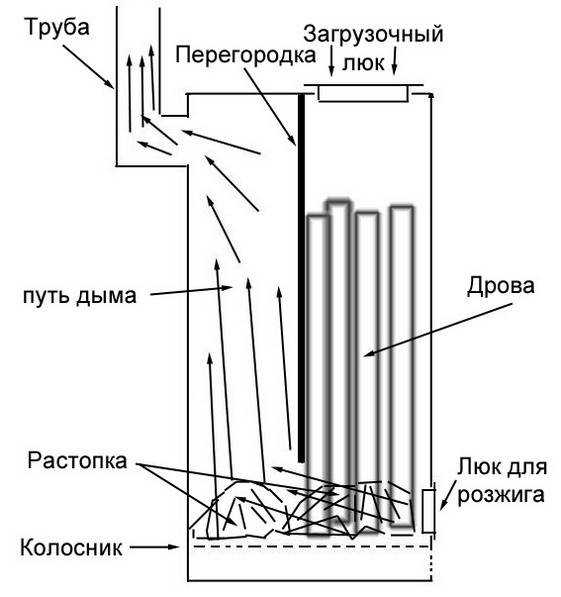 В настоящее время существует множество примеров конечных потребительских товаров, напечатанных на 3D-принтере.
В настоящее время существует множество примеров конечных потребительских товаров, напечатанных на 3D-принтере.
Обувь
Ассортимент Adidas 4D имеет полностью напечатанную на 3D-принтере промежуточную подошву и печатается в больших объемах. Тогда мы написали статью, объясняющую, как изначально Adidas выпускал всего 5000 пар обуви для широкой публики, а к 2018 году намеревался продать 100 000 пар обуви с AM.0003
Кажется, что с их последними версиями обуви они превзошли эту цель или находятся на пути к ее превзойдению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Очки
По прогнозам, к 2028 году рынок очков, напечатанных на 3D-принтере, достигнет 3,4 миллиарда долларов. Быстро растущий сектор — это оправы для конечного использования. 3D-печать является особенно подходящим методом производства оправ для очков, потому что измерения человека легко обработать в конечном продукте.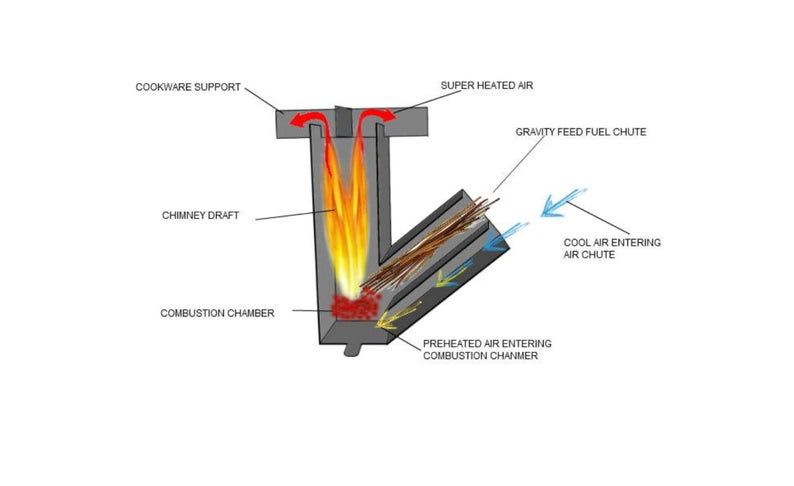
Но знаете ли вы, что линзы также можно печатать на 3D-принтере? Традиционные стеклянные линзы изначально не тонкие и легкие; они вырезаны из гораздо более крупного блока материала, называемого заготовкой, около 80% которого уходит в отходы. Если учесть, сколько людей носят очки и как часто им нужно покупать новую пару, 80% этих цифр — пустая трата времени. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.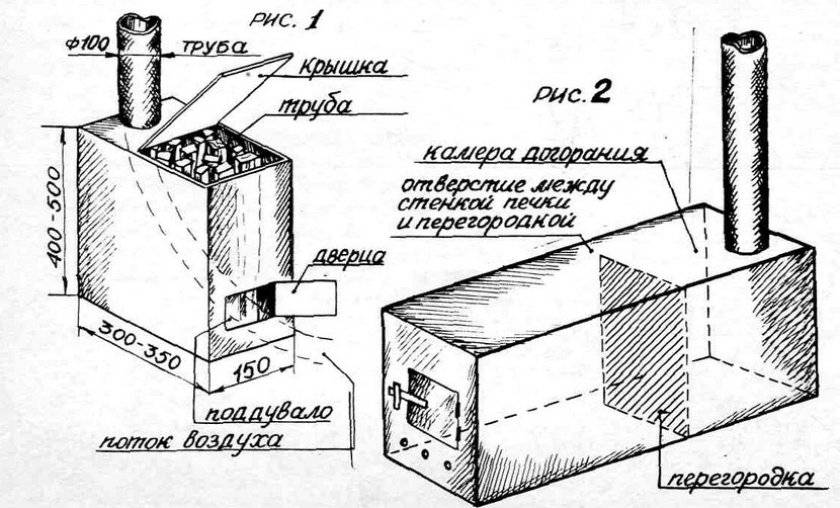
Ювелирные изделия
Существует два способа изготовления ювелирных изделий с помощью 3D-принтера. Вы можете использовать прямой или непрямой производственный процесс. Прямое относится к созданию объекта прямо из 3D-проекта, в то время как непрямое производство означает, что объект (шаблон), напечатанный в 3D, в конечном итоге используется для создания формы для литья по выплавляемым моделям.
Здравоохранение
В наши дни нередко можно увидеть заголовки об имплантатах, напечатанных на 3D-принтере. Часто эти случаи носят экспериментальный характер, из-за чего может показаться, что 3D-печать все еще является второстепенной технологией в сфере медицины и здравоохранения, но это уже не так. За последнее десятилетие компания GE Additive напечатала на 3D-принтере более 100 000 протезов тазобедренного сустава.
Чаша Delta-TT, разработанная доктором Гвидо Граппиоло и LimaCorporate, изготовлена из трабекулярного титана, который характеризуется правильной трехмерной шестиугольной структурой ячеек, имитирующей морфологию трабекулярной кости.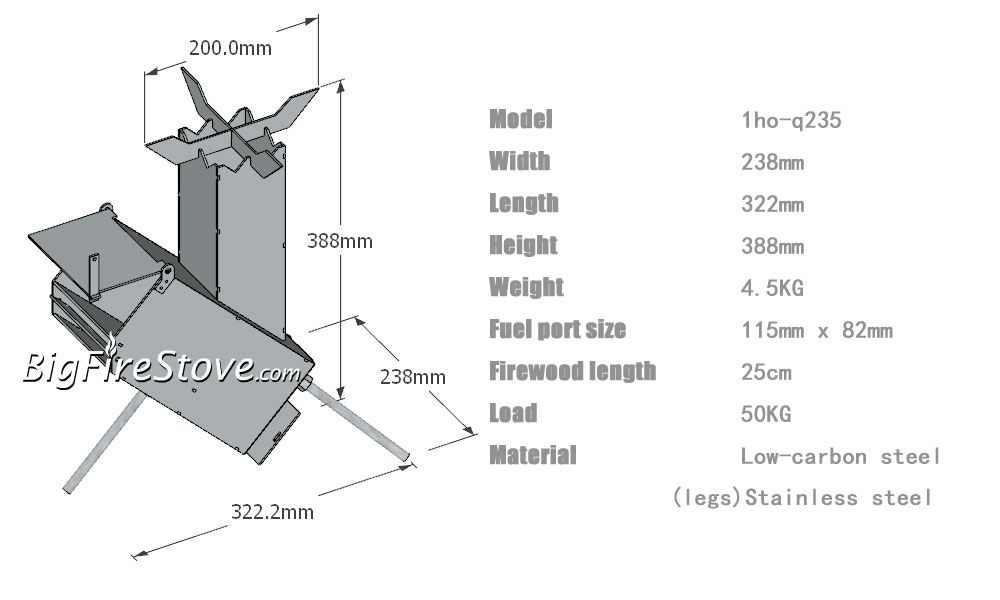 Трабекулярная структура повышает биосовместимость титана, стимулируя врастание кости в имплантат. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Трабекулярная структура повышает биосовместимость титана, стимулируя врастание кости в имплантат. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Еще один напечатанный на 3D-принтере медицинский компонент, который хорошо справляется с тем, чтобы оставаться незамеченным, — это слуховой аппарат. Почти каждый слуховой аппарат за последние 17 лет был напечатан на 3D-принтере благодаря сотрудничеству компаний Materialise и Phonak. Компания Phonak разработала Rapid Shell Modeling (RSM) в 2001 году. До появления RSM изготовление одного слухового аппарата требовало девяти трудоемких операций, включающих ручную лепку и изготовление слепков, и результаты часто были неудовлетворительными. С RSM техник использует силикон, чтобы сделать слепок ушного канала, этот слепок сканируется в 3D, и после небольшой настройки модель печатается в 3D на полимерном 3D-принтере. Электроника добавляется, а затем отправляется пользователю. Используя этот процесс, сотни тысяч слуховых аппаратов ежегодно печатаются на 3D-принтере.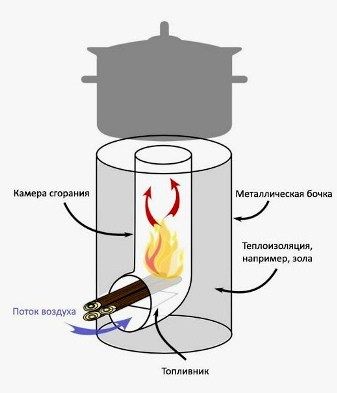
Стоматология
В стоматологической отрасли мы видим, что формы для прозрачных капп являются, пожалуй, самыми 3D-печатными объектами в мире. В настоящее время формы печатаются на 3D-принтере с использованием процессов 3D-печати на основе смолы и порошка, а также с помощью струйной печати материала. Коронки и зубные протезы уже печатаются на 3D-принтере вместе с хирургическими шаблонами.
Биопечать
В начале двухтысячных годов технология 3D-печати изучалась биотехнологическими фирмами и академическими кругами на предмет возможного использования в приложениях тканевой инженерии, где органы и части тела создаются с использованием струйных технологий. Слои живых клеток осаждаются на гелевой среде и медленно наращиваются, образуя трехмерные структуры. Мы называем эту область исследований термином «биопечать».
Продукты питания
Аддитивное производство давно проникло в пищевую промышленность. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Образование
Преподаватели и студенты уже давно используют 3D-принтеры в своих классах. 3D-печать позволяет учащимся материализовать свои идеи быстрым и доступным способом.
Хотя дипломы по аддитивному производству появились сравнительно недавно, университеты уже давно используют 3D-принтеры в других дисциплинах. Есть много образовательных курсов, которые можно пройти, чтобы заняться 3D-печатью. Университеты предлагают курсы по вещам, связанным с 3D-печатью, таким как САПР и 3D-дизайн, которые на определенном этапе можно применить к 3D-печати.
Что касается прототипирования, многие университетские программы обращаются к принтерам. Есть специализации в аддитивном производстве, которые можно получить, получив степень в области архитектуры или промышленного дизайна. Печатные прототипы также очень распространены в искусстве, анимации и исследованиях моды.
Типы технологий и процессов 3D-печати
Американское общество испытаний и материалов (ASTM) разработало набор стандартов, классифицирующих процессы аддитивного производства по 7 категориям. Это:
Это:
- Частная фотополимеризация
- Стереолитография (SLA)
- Цифровая обработка света (DLP)
- Непрерывное производство жидкостного интерфейса (CLIP)
- Струйная обработка материала
- Струя связующего
- Экструзия материалов
- Моделирование методом наплавления (FDM)
- Производство плавленых нитей (FFF)
- Порошковая кровать Fusion
- Мультиструйный синтез (MJF)
- Селективное лазерное спекание (SLS)
- Прямое лазерное спекание металла (DMLS)
- Листовое ламинирование
- Направленное выделение энергии
Фотополимеризация в ванне
3D-принтер, основанный на методе фотополимеризации в ванне, имеет контейнер, заполненный фотополимерной смолой. Смола затвердевает с помощью источника УФ-излучения.
Схемы фотополимеризации в ванне. Источник изображения: lboro.ac.uk
Стереолитография (SLA)
SLA была изобретена в 1986 году Чарльзом Халлом, который в то же время основал компанию 3D Systems. В стереолитографии используется чан с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч прослеживает поперечное сечение рисунка детали на поверхности жидкой смолы. Воздействие ультрафиолетового лазерного излучения отверждает и затвердевает рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
В стереолитографии используется чан с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч прослеживает поперечное сечение рисунка детали на поверхности жидкой смолы. Воздействие ультрафиолетового лазерного излучения отверждает и затвердевает рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
После трассировки шаблона платформа подъемника SLA опускается на расстояние, равное толщине одного слоя, обычно от 0,05 мм до 0,15 мм (от 0,002″ до 0,006″). Затем заполненное смолой лезвие проходит по поперечному сечению детали, повторно покрывая ее свежим материалом. На этой новой жидкой поверхности прослеживается рисунок последующего слоя, присоединяясь к предыдущему слою. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
Цифровая обработка света (DLP)
DLP или цифровая обработка света относится к методу печати, в котором используются светочувствительные и светочувствительные полимеры. Хотя это очень похоже на SLA, ключевое отличие заключается в источнике света. DLP использует другие источники света, такие как дуговые лампы. DLP работает относительно быстро по сравнению с другими технологиями 3D-печати.
Хотя это очень похоже на SLA, ключевое отличие заключается в источнике света. DLP использует другие источники света, такие как дуговые лампы. DLP работает относительно быстро по сравнению с другими технологиями 3D-печати.
Непрерывное производство жидкостного интерфейса (CLIP)
Один из самых быстрых процессов с использованием фотополимеризации в ванне называется CLIP, сокращение от Continuous Liquid Interface Production , разработанный компанией Carbon.
Цифровой синтез света
Сердцем процесса CLIP является Технология цифрового синтеза света . В этой технологии свет от специального высокоэффективного светодиодного источника света проецирует последовательность УФ-изображений, открывающих поперечное сечение напечатанной на 3D-принтере детали, что приводит к частичному отверждению УФ-отверждаемой смолы точно контролируемым образом. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Простая печать только с помощью аппаратного обеспечения Carbon не позволяет использовать конечные свойства в реальных приложениях. После того, как свет придал форму детали, второй программируемый процесс отверждения обеспечивает желаемые механические свойства путем запекания напечатанной на 3D-принтере детали в термальной ванне или печи. Запрограммированное термическое отверждение задает механические свойства, запуская вторичную химическую реакцию, заставляющую материал упрочняться для достижения желаемых конечных свойств.
Компоненты, напечатанные с использованием технологии Carbon, не уступают деталям, изготовленным методом литья под давлением. Цифровой синтез света обеспечивает стабильные и предсказуемые механические свойства, создавая действительно изотропные детали.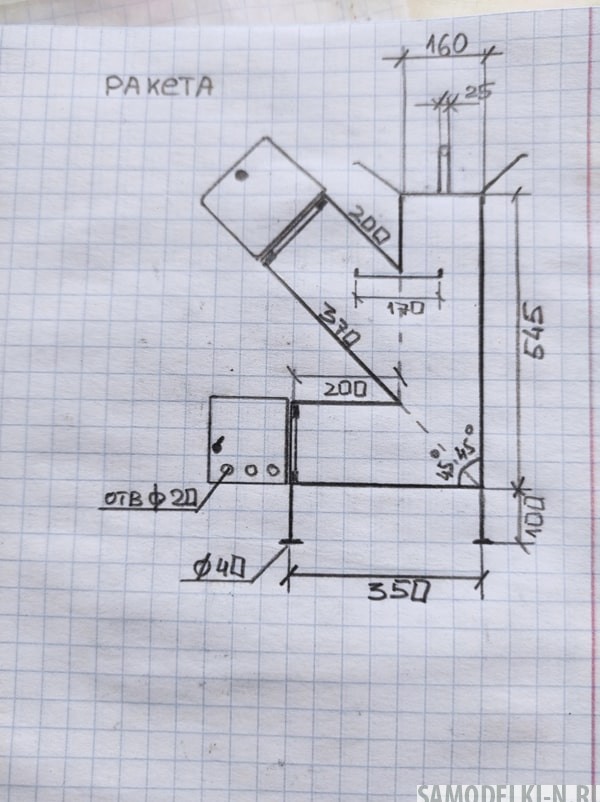
Струйное нанесение материала
В этом процессе материал наносится каплями через сопло небольшого диаметра, подобно тому, как работает обычный струйный бумажный принтер, но он наносится слой за слоем на рабочую платформу, а затем затвердевает под действием УФ-излучения. свет. Схемы распыления материалов
. Источник изображения: custompartnet.com
Впрыскивание связующего
При распылении связующего используются два материала: основной материал в виде порошка и жидкое связующее. В рабочей камере порошок распределяется равными слоями, а связующее наносится через струйные сопла, которые «склеивают» частицы порошка в нужной форме. После того, как печать закончена, оставшийся порошок счищается, который часто можно использовать повторно для печати следующего объекта. Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Схемы распыления связующего
Экструзия материала
Моделирование методом наплавления (FDM)
Схемы FDM (Изображение предоставлено Википедией, сделано пользователем Zureks)
FDM работает с использованием пластиковой нити, которая разматывается с катушки и поставляется экструзионное сопло, которое может включать и выключать поток. Сопло нагревается для расплавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлениях с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала для формирования слоев, поскольку материал затвердевает сразу после экструзии из сопла.
Сопло нагревается для расплавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлениях с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала для формирования слоев, поскольку материал затвердевает сразу после экструзии из сопла.
FDM был изобретен Скоттом Крампом в конце 80-х. Запатентовав эту технологию, он основал компанию Stratasys в 1988 году. Термин Fused Deposition Modeling и его аббревиатура FDM являются товарными знаками Stratasys Inc. (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
Powder Bed Fusion
Селективное лазерное спекание (SLS)
SLS использует мощный лазер для сплавления мелких частиц порошка в массу, имеющую желаемую трехмерную форму. Лазер избирательно плавит порошок, сначала сканируя поперечные сечения (или слои) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем сверху наносится новый слой материала и процесс повторяется до тех пор, пока объект не будет готов.
После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем сверху наносится новый слой материала и процесс повторяется до тех пор, пока объект не будет готов.
Схемы SLS (Изображение предоставлено Википедией пользователем Materialgeeza)
Multi Jet Fusion (MJF)
Технология Multi Jet Fusion была разработана Hewlett Packard и работает с подметающим рычагом, который наносит слой порошка, а затем другим рычагом, оснащенным струйные принтеры, которые выборочно наносят связующее вещество на материал. Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Прямое лазерное спекание металлов (DMLS)
DMLS в основном аналогичен SLS, но вместо него используется металлический порошок. Весь неиспользованный порошок остается как есть и становится опорной структурой для объекта. Неиспользованный порошок можно использовать повторно для следующего оттиска.
Неиспользованный порошок можно использовать повторно для следующего оттиска.
Из-за увеличения мощности лазера DMLS превратился в процесс лазерной плавки. Узнайте больше об этой и других технологиях обработки металлов на нашей странице обзора технологий обработки металлов.
Листовое ламинирование
Листовое ламинирование включает в себя материал в листах, который связывается вместе под действием внешней силы. Листы могут быть металлическими, бумажными или полимерными. Металлические листы свариваются друг с другом с помощью ультразвуковой сварки в несколько слоев, а затем фрезеруются на станке с ЧПУ для придания нужной формы. Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Упрощенная схема ультразвуковой обработки листового металла (Изображение предоставлено Википедией пользователя Mmrjf3)
Направленное осаждение энергии
Этот процесс в основном используется в металлургической промышленности и в приложениях быстрого производства.